

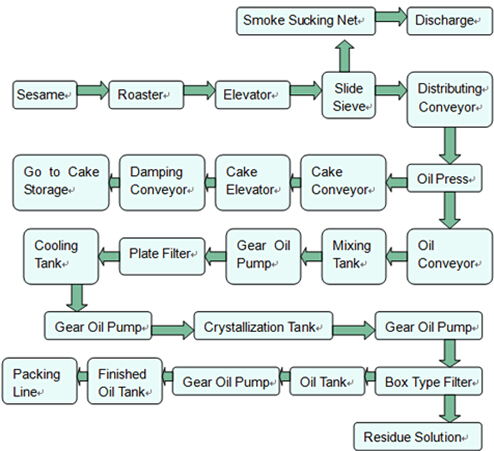
Si estás evaluando invertir en una línea de aceite de sésamo o ya operas una planta y buscas estabilidad, tu punto crítico no es “tener máquinas”, sino hacer que cada etapa sea repetible, higiénica y trazable. En esta guía, recorres el proceso completo —limpieza → secado → prensado → filtración → llenado— con controles de calidad, prevención de contaminación, mantenimiento y soluciones prácticas basadas en datos.
1) Limpieza & selección
Remover polvo, piedras, metales; reducir carga microbiana.
2) Secado/templado
Control de humedad para estabilidad de prensado y sabor.
3) Prensado
Extracción con control de temperatura y flujo.
4) Filtración & pulido
Bajar turbidez, estabilizar y alargar vida útil.
5) Embotellado automático
Llenado, taponado, etiquetado y trazabilidad.
Tip interactivo: si quieres revisar una configuración por capacidad (p. ej., 100–300 kg/h vs. 500–1000 kg/h), haz clic para conocer opciones de línea completa.
En una planta real, las paradas no suelen venir del prensado, sino de impurezas. Tu objetivo en esta etapa es doble: proteger equipos (tornillo, cámaras, bombas) y estabilizar el estándar de inocuidad. Como referencia, un buen tren de limpieza puede bajar impurezas visibles a <0,2% en peso y reducir significativamente el riesgo de desgaste prematuro.
Cita de norma (enfoque práctico)
Implementa un sistema tipo HACCP (análisis de peligros y puntos críticos de control) y prerrequisitos de higiene (GMP/SSOP): segregación de zonas, control de plagas, limpieza validada y trazabilidad por lote. En auditorías B2B, la evidencia documental suele pesar tanto como el equipo.

La humedad afecta el prensado, la estabilidad y la clarificación. En operación industrial, verás mejores resultados cuando trabajas con un rango estable de humedad (frecuentemente 5–8% en semilla, según origen y proceso). Si entras con humedad alta, aumentan espuma, emulsión y turbidez; si está demasiado baja, puedes perder rendimiento y acelerar el desgaste por fricción.
Dato operativo: en plantas bien controladas, un ajuste fino de humedad puede mejorar la estabilidad de filtración y reducir rechazos por turbidez en torno a 10–20% (según materia prima y estándar del comprador).
En esta etapa tú controlas tres variables que impactan directamente en margen y reputación: temperatura, presión/velocidad y estabilidad de alimentación. Como referencia industrial, el rendimiento de extracción puede variar ampliamente (p. ej., 35–45% de aceite respecto a la semilla, dependiendo de variedad y pretratamiento). Tu meta no es “exprimir más” a cualquier precio: es mantener un aceite estable, sin sabores defectuosos y con proceso repetible.
Aquí es donde un diseño moderno marca diferencia: Penguin Group puede suministrar líneas inteligentes totalmente cerradas para que cada gota de tu aceite de sésamo sea pura y confiable, reduciendo exposición al polvo, manipulación y puntos ciegos de saneamiento.
Para compradores B2B, la filtración es un lenguaje: claridad, estabilidad y consistencia entre lotes. En líneas industriales, es común combinar pre-filtrado (retener sólidos gruesos) con filtración de pulido para reducir turbidez. Si tu aceite sale con demasiados finos, la filtración se satura, sube el consumo de medios filtrantes y cae la productividad.
Referencias útiles: muchas plantas apuntan a una reducción de sedimentos visible y una estabilidad que soporte transporte y almacenamiento sin “nube” apreciable en condiciones normales.
Puedes producir un aceite excelente y perderlo en el envasado. Aquí mandan tres cosas: higiene del entorno, precisión de llenado y trazabilidad. Una línea automática bien calibrada suele mantener desviaciones de llenado dentro de rangos estrechos (a menudo alrededor de ±0,5–1%, dependiendo del sistema y viscosidad), lo que mejora cumplimiento y reduce reclamaciones.
Responde mentalmente “sí/no”:
Si respondiste “no” en dos o más, tu mayor mejora de calidad está aquí, no en la prensa.

Tu objetivo es convertir “averías” en “eventos planificados”. Una práctica común en plantas con buena disponibilidad es dedicar 30–60 minutos por turno a inspecciones rápidas (ruidos, vibración, temperatura, fugas), y programar paradas cortas semanales para limpieza profunda y ajuste.
Notas que el aceite sale más turbio y el filtro se satura 2× más rápido que la semana anterior. En lugar de cambiar filtros sin fin, haces un diagnóstico en cadena: revisas mallas (rotura), ajustas aspiración (menos finos), verificas humedad (vuelve al rango objetivo) y recalibras alimentación. El resultado típico: recuperas el caudal de filtración y reduces paradas no planificadas en pocos turnos.
Para que el proceso sea sostenible, necesitas operadores que sepan qué mirar y qué registrar. Un esquema que funciona en plantas B2B es: inducción (1 día) + operación guiada (3–7 días) + evaluación por checklist (fin de semana 2). Mantén indicadores visibles en tablero: rendimiento, turbidez/rechazos, consumo de filtración, horas sin parada y hallazgos de higiene.
La eficiencia no es solo “ahorrar electricidad”: es reducir retrabajos, pérdidas por goteo, consumo de filtros y tiempos muertos. En proyectos bien diseñados, la automatización y el diseño higiénico ayudan a recortar mermas y elevar la disponibilidad. Si tu mercado pide varios formatos (250 ml, 500 ml, 1 L), busca configuraciones de envasado con cambio rápido y registro por receta para minimizar errores de ajuste.
Si tu prioridad es una operación limpia, estable y fácil de estandarizar, te conviene evaluar una solución con diseño sanitario, automatización y soporte técnico. Ofrecemos una línea inteligente totalmente cerrada para que tu producción mantenga consistencia por lote y tu equipo trabaje con seguridad.
 398
|
398
|
 prensado frío-calor
prensa hidráulica preprensado industrial
rendimiento aceite cacahuete
optimización procesos oleaginosas
239
|
equipo completo extracción aceite de sésamo
línea automática aceite de sésamo
prensa de aceite industrial eficiente
sistema cerrado producción aceite
control automatizado planta de aceite
302
|
línea de prensado cerrada de aceite de sésamo
proceso de producción de aceite de sésamo
filtración y clarificación de aceite de sésamo
prensado en frío de sésamo
control de calidad del aceite de sésamo
300
|
equipo de refinación de aceite de salvado de arroz
materiales de componentes clave
selección de equipos para plantas de aceite
resistencia a la corrosión en equipos industriales
automatización en refinación de aceite
423
|
principio de funcionamiento prensa de tornillo
prensa de aceite de tornillo mediana
optimización estructural prensa de aceite
extracción eficiente de aceites vegetales
estabilidad y rentabilidad en almazaras
prensado frío-calor
prensa hidráulica preprensado industrial
rendimiento aceite cacahuete
optimización procesos oleaginosas
239
|
equipo completo extracción aceite de sésamo
línea automática aceite de sésamo
prensa de aceite industrial eficiente
sistema cerrado producción aceite
control automatizado planta de aceite
302
|
línea de prensado cerrada de aceite de sésamo
proceso de producción de aceite de sésamo
filtración y clarificación de aceite de sésamo
prensado en frío de sésamo
control de calidad del aceite de sésamo
300
|
equipo de refinación de aceite de salvado de arroz
materiales de componentes clave
selección de equipos para plantas de aceite
resistencia a la corrosión en equipos industriales
automatización en refinación de aceite
423
|
principio de funcionamiento prensa de tornillo
prensa de aceite de tornillo mediana
optimización estructural prensa de aceite
extracción eficiente de aceites vegetales
estabilidad y rentabilidad en almazaras



















